
Welche Projektmanagement-Techniken gibt es?
Stellt sich die reale aktuelle Situation anders dar, als der gewünschte Zustand, so wird dies oft als Problem empfunden. Im Projektmanagement enden die Funktionen „Ziele definieren“ und „Planen“ nach der Umsetzung oft mit unbefriedigenden Ergebnissen in den Plan-/Ist-Vergleichen. Auch diese werden als Problem empfunden und verursachen neue Fragestellungen und Aufgaben.
Treten Probleme immer wieder mit vergleichbarem fachspezifischem Tenor auf, so werden Strategien, Methoden und Techniken entwickelt, diese problematischen Situationen zu lösen. Für das Projektmanagement stehen alle kreativen und analytischen Techniken zur Verfügung, um Problemen lösungsorientiert zu begegnen. Alle eingesetzten Methoden müssen interdisziplinär einsetzbar sein, sodass eine Zusammenarbeit von Experten unterschiedlicher Disziplinen möglich ist.
Was sind Probleme in der Projektarbeit?
Von Problemen ist […] die Rede, wenn die Mittel zum Erreichen eines Zieles unbekannt sind oder die bekannten Mittel auf neue Weise zu kombinieren sind, aber auch dann, wenn über das angestrebte Ziel keine klaren Vorstellungen existieren“.
Dieser Definition folgend gehört zu einem Problem ein Ziel, ein aktueller Ist-Zustand und die Abweichung vom „Ist“ zum „Soll“. Die Problemlösung ist dann der Weg, der beschritten werden muss, um vom Ist-Zustand in den Soll-Zustand zu kommen.
Probleme lassen sich in fünf Arten unterteilen. Zum Beispiel entstehen Analyseprobleme, wo es um die Identifikation von Zusammenhängen und Strukturen geht.
Eine weitere Art stellen Suchprobleme dar: es müssen Objekte und Subjekte mit bestimmten Eigenschaften gefunden werden, beispielsweise wird ein geeigneter Projektleiter gesucht.
Auch Konstellationsprobleme können auftreten; diese Problemart findet man, wenn es um Herangehensweisen geht, etwa wie neue Fertigungstechniken etabliert werden sollen.
Ein Auswahlproblem entsteht, wenn aus einer gewissen Anzahl von Alternativen diejenigen bestimmt werden müssen, die zu Problemlösung am besten beitragen.
Nicht selten treten Folgeprobleme auf, nämlich immer dann, wenn Gesetzmäßigkeiten nicht befolgt werden. Beispielsweise müssen unklare Zielvorgaben präzisiert werden.
Was sind Routineprobleme und diffuse Probleme?
In der Praxis findet man typischerweise zwei Problemarten: einmal das Routineproblem, also ein strukturiertesProblem mit klarer Fragestellung und bekanntem Lösungsweg. Ein Beispiel hierfür ist die Berechnung von Bremswegen im Automobilbereich.
Der andere Typ ist das unstrukturierte oder diffuseProblem, hier ist die Fragestellung unpräzise und der Lösungsweg muss erst gefunden werden. Auch ob die Lösung dann tragfähig ist kann noch nicht bestimmt werden. Klassisches Beispiel ist der Ausbau der Vertriebsstrukturen eines Unternehmens.
Den zahlreichen Problemen stehen ebenso vielfältige Lösungsmethoden gegenüber, die aus der Betriebswirtschaft, den Ingenieurswissenschaften, der Mathematik, Soziologie, Psychologie, Pädagogik und weiteren Wissenschaftsbereichen kommen.
Idealerweise erfüllen sie spezielle Anforderungen, wie die Einsetzbarkeit bei unterschiedlichen Problemarten, die Möglichkeit der Anwendung durch eine Einzelperson, wie auch durch eine Gruppe, sowie ein leichtes Erlernen der Methode durch die Projektmitglieder. Auch sollten sie unterschiedliche Techniken der Lösungserarbeitung zulassen und bei räumlich und zeitlich getrennter Zusammenarbeit einsatzfähig sein.
Was ist ein Problemlösungsprozess?
Um Probleme zu lösen, kann man prinzipiell drei verschiedene Herangehensweisen unterscheiden: den Problemlösungskreis, das sequentielle Phasenmodell und das formularbasierte System.
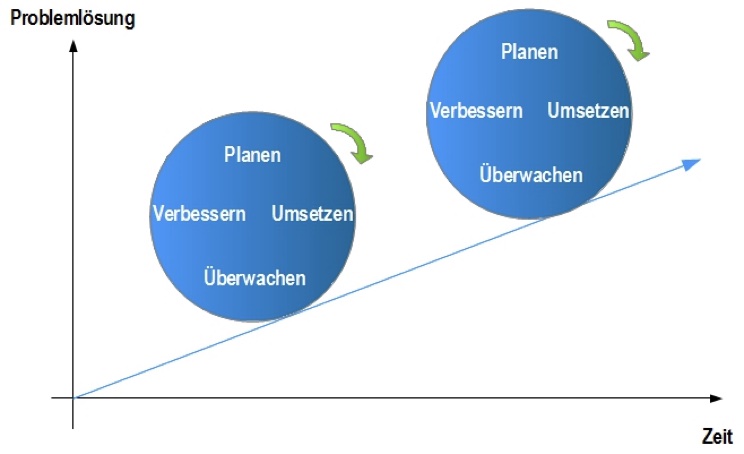
Im Problemlösungskreis werden vier Schritte definiert, die der Lösungsprozess ständig durchläuft. Die vier Schritte sind Planen, Ausführen, Überwachen und Verbessern. Mit diesem Vorgehen gleicht der Problemlösungskreis der PDCA-Zyklus oder auch Deming-Rad genannten Arbeitsweise, denn hier wird wie im kontinuierlichen Verbesserungsprozess das Problem mit jedem Durchlauf stärker eingegrenzt.
Die zweite Methode ist ein phasenweises Vorgehen und die jeweiligen Phasen sind zeitlich definiert. In den Phasen werden unterschiedliche Lösungsprozesse durchgeführt und vollständig abgearbeitet, bevor eine neue Phase begonnen wird.
Welche Techniken zur Problemlösung in der jeweiligen Phase eingesetzt werden ist beliebig, solange sie dazu dient, das definierte Zwischenergebnis zu erreichen.
Grafisch kann die Vorgehensweise wie in der folgenden Abbildung dargestellt werden:
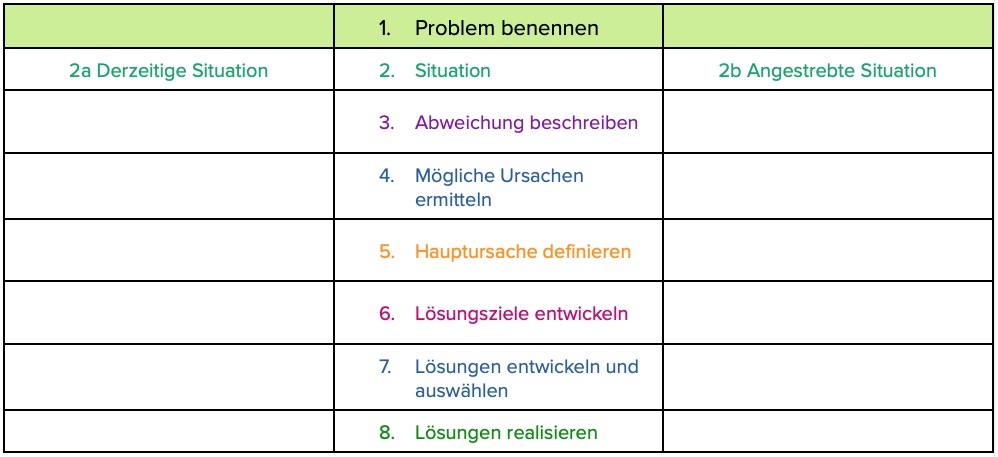
In den Sequenzen werden folgende Schwerpunkte inhaltlich behandelt:
In der ersten Sequenz wird der Problemschwerpunkt eindeutig benannt, beispielsweise „Terminüberschreitung“ und in der zweiten Sequenz werden die Beobachtungen festgehalten, die in Verbindung mit dem Problem stehen. Ebenso wird der gewünschte Endzustand formuliert, zum Beispiel „Kapazität zu niedrig – Termintreue bei erhöhter Kapazität“.
Die dritte Phase dient dazu, die Abweichungen zur angestrebten Situation und ihre Folgen genau zu beschreiben, beispielsweise „zwei weitere Personen nötig, ohne diese können Termine nicht gehalten werden“.
Nun werden in Phase vier alle denkbaren und möglichen Ursachen bewertungsfrei gesammelt und Zusammenhänge gekennzeichnet. So können die Gründe für die Abweichungen ermittelt werden. Zum Beispiel „Prioritäten wurden falsch gesetzt“, „Urlaubszeiten wurden nicht berücksichtigt“, „der Personalschlüssel wurde zu niedrig angesetzt“, „die finanzielle Ausstattung ist zu gering“ etc.
In Sequenz fünf wird eine Bewertung der Ursachen vorgenommen und der Hauptgrund benannt, sodass in der sechsten Sequenz dann die Beseitigung der Hauptursache als Ziel formuliert werden kann.
Die Maßnahmen zur Erreichung des Ziels werden in der siebten Phase entwickelt und zum Schluss in der achten Phase in einen Maßnahmenkatalog überführt. Dieser enthält sinnvollerweise Kontrollschleifen zur Erfolgsmessung.
Was ist die Kepner-Tregoe-Methode?
Während die beiden bisher genannten Methoden gut für die Bearbeitung in Gruppen geeignet sind, kann ein formularbasiertes System vor allem auch die Einzelarbeit unterstützen. Am bekanntesten ist die Kepner-Tregoe-Methode, die aus vier Elementen oder auch vier rationalen Prozessen besteht (15).
Das erste Element ist die Situationsanalyse, in ihr wird die Situation erkannt, zergliedert, es werden Prioritäten festgelegt und Lösungen geplant.
Im zweiten Element werden die Problemanalyse durchgeführt und Abweichungen definiert, Ursachen geprüft und Beweise für diese gesucht.
Die Entscheidungsanalyse findet im dritten Element statt, Alternativen werden verglichen, Ziele festgelegt und gruppiert.
Als viertes Element schließt sich die Analyse eventueller Folgeprobleme an, das Erkennen im Vorab, Wahrscheinlichkeit von Problemen und die Definition eines Aktionsplanes.
Welche Problemlösungsmethoden gibt es?
Es gibt eine Vielzahl von Methoden und Techniken zur Problemlösung, die im Wesentlichen in Methoden zur Informationsgewinnung, Zielformulierung, Lösungssynthese und für die Auswahl, Bewertung und Entscheidung eingeteilt werden können.
Eine Methode zur Informationsbeschaffung ist beispielsweise die Befragung in mündlicher Form als Interview oder in schriftlicher Form als Fragebogen. Bei Befragungen besteht immer auch die Gefahr, dass der Auskunft Gebende seine Aussage bewusst manipuliert.
Bei der mündlichen Befragung werden Meinungen und Sachverhalte in persönlicher Befragung ermittelt. Eine offene und kurze sowie konkrete Fragestellung über einen Sachverhalt begünstigt weitgehend die Auskunftsbereitschaft. Das Ergebnis sollte für eine spätere Auswertung protokolliert werden.
Durch schriftliche Befragung kann eine große Anzahl Personen befragt werden, sie ist auch sinnvoll, wenn der zeitliche Aufwand limitiert ist. Nachteilig wirken sich die oft geringe Rücklaufquote aus und die hohe Zahl der „missverstandenen“ Fragen.
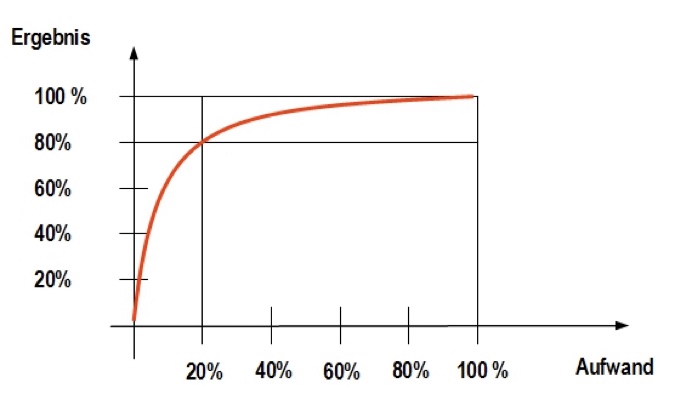
Bei der Informationsaufbereitung kann eine Pareto-Analyse helfen, sie dient der Schwerpunktbildung und Prioritätensetzung. Der Pareto-Analyse liegt die Erfahrung zu Grunde, dass 80% des Ergebnisses mit 20% des Aufwandes erreicht wird, also 20-30 % der wichtigsten Fehlerquellen ungefähr 70-80% der möglichen Fehler generieren. Man spricht hier oft von der 80/20-Regel.
Als Darstellungstechnik eignen sich zum Beispiel Ablaufstrukturen, wie Ablaufdiagramme, Flussdiagramme und Phasenmodelle, aber auch Aufbaustrukturen wie der Projektstrukturplan und Organigramme und Fortschrittsdiagramme.
Für die Lösungssynthese wird vielfach die Technik des Problemlösungs-Entscheidungsbaumes angewandt. Ein Baumdiagramm wird durch die vom Stamm (Ziel) ausgehende Verzweigungen (Hauptäste, Teilziele) in immer kleiner werdende Zweige (Unterzweige, Teilziele und Maßnahmen) dargestellt. Die unterste Ebene beschreibt dabei die Ursachen, Maßnahmen oder Tätigkeiten.

Zur Bewertung und Entscheidung kann ein Verfahren der Wirtschaftlichkeitsrechnung herangezogen werden. Eingesetzt werden statische Modelle, wie die Kosten- und Gewinnvergleichsrechnung, aber auch die Rentabilitätsrechnung, und auch dynamische Rechnungsansätze, wie eine Kapitalwertrechnung oder eine Annuitätsrechnung.
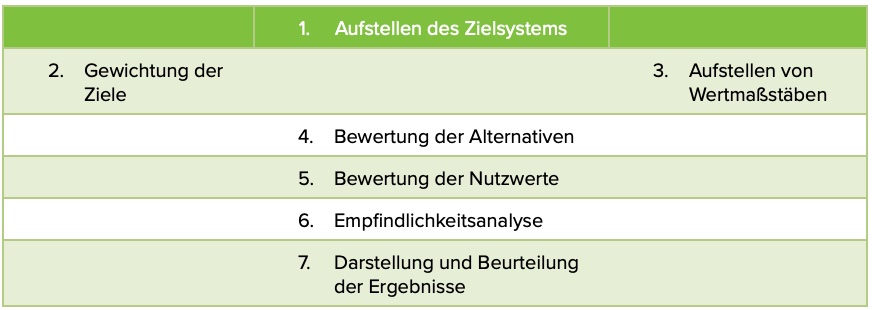
Die Nutzwertanalyse dient ebenfalls der Entscheidungsfindung bei mehreren Alternativen. Praktisch führt das Vorgehen von der Aufstellung eines Zielsystems, der Gewichtung der Ziele, dem Aufstellen von Wertmaßstäben über die Bewertung der Alternativen, der Nutzwertrechnung und der Empfindlichkeitsanalyse zur Darstellung und Beurteilung der Ergebnisse.
Was bedeutet Theory of Constraints?
Die Theory of Constraints und daraus das Critical-Chain-Projektmanagement wurden von Dr. Eliyahu Moshe Goldratt begründet. Die Ausgangsfragen dabei waren „Welche Entscheidungen muss ein Manager treffen?“ und „Welche Entscheidungen sind überflüssig oder gar schädlich, da sie nichts zum Erfolg des Projektes beitragen oder diesen sogar behindern?“
Ausgangspunkt des Critical-Chain-Projektmanagements ist die Engpasstheorie. Diese besagt, dass der Durchfluss eines Systems immer vom Engpass des Systems bestimmt wird. An folgendem Beispiel wird dies verdeutlicht:
Die Aufgabe ist es, einen Konvoi von Fahrzeugen so schnell wie möglich vom Start (a) vollständig ins Ziel (b) zu bringen. Dabei können sich die Fahrzeuge nicht überholen.
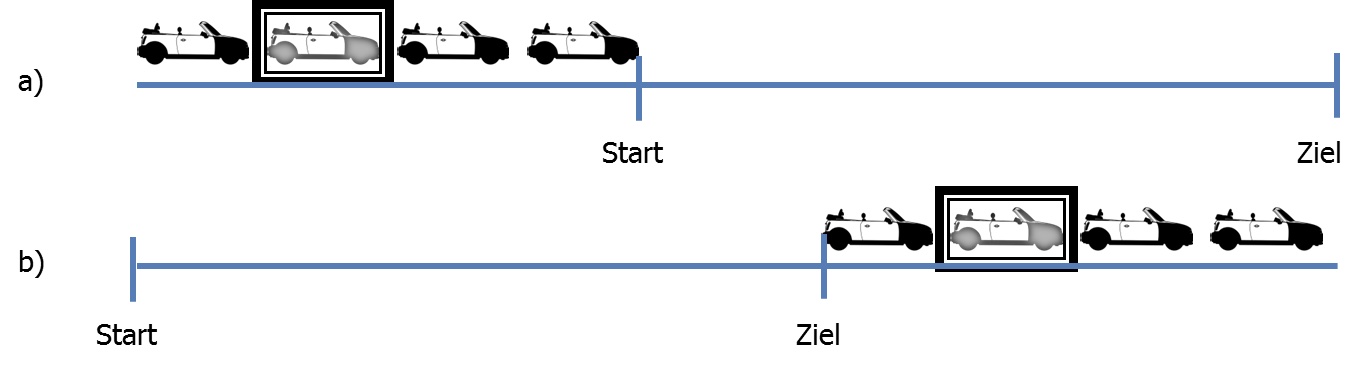
Die Fahrtdauer des Konvois ist offensichtlich durch die Geschwindigkeit des langsamsten Fahrzeugs (das langsamste sei das eingerahmte Fahrzeug) begrenzt. Die vor diesem Fahrzeug fahrenden Fahrzeuge können beliebig schnell fahren, was aber keine Auswirkung auf die Ankunft des letzten Fahrzeugs hat (c).

Welche Strategien zur Beschleunigung gibt es?
Wie kann nun der gesamte Konvoi beschleunigt werden? Die sinnvollste Vorgehensweise wäre, zunächst das langsamste Fahrzeug (= den „Engpass“, engl. „constraint“) zu ermitteln und dann dieses Fahrzeug schneller zu machen (z.B. indem es von unnützem Ballast befreit wird oder einen stärkeren Motor erhält). Falls der Konvoi weiter beschleunigt werden soll, wiederholt man diese beiden Schritte einfach.
Andererseits können auch andere Entscheidungen getroffen werden wie z. B. die gleichzeitige Beschleunigung aller Fahrzeuge. Dies würde zwar auch das Engpass-Fahrzeug beschleunigen (was sinnvoll ist), aber eben auch alle übrigen Fahrzeuge, was in Summe Mehrkosten verursacht, das Problem jedoch nicht grundlegend löst (vergleiche Projektsteuerung).
Eine offensichtlich fehlerhafte Entscheidung wäre es, das Engpass-Fahrzeug weiter zu verlangsamen, indem es z. B. mit noch mehr Transportgut beladen wird. Eine subtilere Fehlentscheidung wäre, einige oder gar alle anderen Fahrzeuge soweit in ihrer Leistungsfähigkeit zu beschränken (um „Kosten zu sparen“), dass sie genauso leistungsfähig sind wie das Engpass-Fahrzeug. Diese Entscheidung hätte eine deutliche Verlangsamung des Konvois zur Folge, auch wenn das auf den ersten Blick nicht klar ist.
Was ist Management by Objectives?
Eine mögliche Management-Strategie wäre z. B., mit jedem Fahrer des Konvois bzw. mit jedem Arbeiter an einer Maschine Ziele zu vereinbaren (vergleiche Führungsprinzipien – Management by Objectives (MbO)).
Ein Fahrer, der 10% schneller fährt als bisher bzw. ein Arbeiter der 10% mehr Zwischenprodukte erzeugt als bisher, erhält eine Bonuszahlung. Dies hat folgende Effekte: Die Fahrer, die vor dem Engpass fahren, vergrößern den Abstand zum Engpass noch schneller als bisher; die Zwischenlager vor dem Engpass wachsen noch schneller als bisher. Die Fahrer hinter dem Engpass-Fahrzeug bzw. die Arbeiter hinter der Engpass-Maschine sind sauer auf den Engpass-Verantwortlichen, da sie durch diesen ausgebremst werden.
Vielleicht wird auch der Engpass etwas beschleunigt, so dass die Produktion tatsächlich etwas erhöht wird. Aber zu welchem Preis?
Größere Zwischenlager und unzufriedene Mitarbeiter, die irgendwann innerlich kündigen, kosten im Allgemeinen deutlich mehr als durch eine Zielvereinbarung gewonnen werden kann. Diese Management-Strategie geht davon aus, dass viele lokale Optimierungen (jeder Fahrer, jede Maschine wird beschleunigt) auch eine globale Optimierung (= einen größeren Gewinn) zur Folge haben. Dies ist laut Tom DeMarco ein nicht auszurottender Trugschluss, der Unternehmen Geld ohne Ende kostet.
Was ist Management ohne Kenntnis des Engpasses?
Eine weitere Management-Entscheidung könnte sein, einige Fahrzeuge, die schon alt sind, durch schnellere Fahrzeuge zu ersetzen. Hier wird genauso wenig wie bei MbO analysiert, wo eigentlich die Probleme liegen, sondern ohne Situationskenntnis etwas optimiert.
Auch dies führt nur in den seltenen Fällen, bei denen zufällig der Engpass optimiert wird, zum Erfolg. Im Gegensatz zu MbO ist diese Art der Entscheidung nur nutzlos (falls nicht zufällig gerade das Engpass-Fahrzeug optimiert wird), aber immerhin nicht schädlich (wenn man von sinnlosen Investitionen absieht).
Was ist Management der kurzfristigen Kostensenkung?
Eine andere Entscheidung könnte sein, die Kosten zu senken, indem die Leerlaufzeiten von Maschinen reduziert werden. Teure Maschinen werden durch billigere, nicht ganz so leistungsfähige Maschinen ersetzt. Umgesetzt heißt das, dass teure Mitarbeiter durch weniger qualifizierte und dadurch billigere Arbeiter ersetzt oder gleich ganz entlassen werden.
Solchen Managern schwebt ein optimales System vor: Alle Maschinen sind exakt gleich leistungsfähig. Insbesondere am Fließband wird dieses Ziel angestrebt: Alle Arbeitsschritte müssen exakt im vorgegebenen Takt erfolgen.
Doch auch diese Strategie ist vollkommen widersinnig. Wenn alle Maschinen exakt gleich schnell sind, hat jede Störung einer Maschine Auswirkungen auf den Gesamtdurchsatz. Am Beispiel des Konvois sieht man das sehr deutlich: Wenn ein Auto tankt, müssen die Nachfolger warten (da das Überholen nicht möglich ist). Wenn das Engpass-Fahrzeug tankt, hat dies Auswirkungen auf die Durchschnittsgeschwindigkeit des Konvois (und damit auch auf die Gesamtdauer der Fahrt), da dieses Fahrzeug die verlorene Zeit nie wieder einholen kann.
Wenn dagegen ein anderes Auto tankt, hat dies keine Auswirkungen auf die Durchschnitts-geschwindigkeit des Konvois. Fahrzeuge, die hinter dem Engpass-Fahrzeug fahren, können wieder zum Engpass-Fahrzeug aufschließen, indem sie kurzzeitig schneller fahren. Und Fahrzeuge, die vor dem Engpass-Fahrzeug fahren, behindern dieses nicht, wenn der Abstand (Puffer) groß genug ist.
Das heißt, dass jeder Tankvorgang und jede sonstige Verzögerung eines beliebigen Fahrzeugs negative Auswirkungen auf die Durchschnittsgeschwindigkeit des Konvois hat, da kein Fahrzeug eine Verzögerung mehr aufholen kann. Es ist daher zwingend notwendig, dass es ein und nur ein Engpassfahrzeug gibt, sonst schaukeln sich die Störungen beliebig auf.
Die Erkenntnis, dass man genügend Puffer benötigt, um Schwankungen aufzufangen, ist von zentraler Bedeutung. Ein ausgefeiltes Puffermanagement ist damit von essentieller Bedeutung.
Was ist Puffermanagement?
Was macht man nun dagegen, dass die Fahrzeuge, die sich vor dem Engpass-Fahrzeug befinden, nicht auf und davon fahren? Laut Goldratt reicht es, wenn man das erste Fahrzeug an eine (virtuelle) „Kette“ (engl. „chain“) legt, die mit dem Engpassfahrzeug verbunden ist . Damit erreicht man, dass sich das erste Fahrzeug und damit auch alle anderen Fahrzeuge, die sich vor dem Engpass-Fahrzeug befinden, nicht beliebig weit entfernen können.

Die Kette darf allerdings nicht zu kurz sein, da ansonsten eine Störung bei einem vorausfahrenden Fahrzeug (z.B. ein Tankvorgang) auch das Engpass-Fahrzeug bremst.
Das Vorgehen, sich auf den Engpass zu konzentrieren und diesen mit einem sinnvollen Puffermanagement von engpass-externen Störungen abzuschirmen, bezeichnet Goldratt als „Theory of Constraint“ (Abk. ToC, Engpasstheorie). Als kritische Kette (Critical Chain) gilt dabei die Aneinander-reihung jener Vorgänge, die den Engpass unter der Berücksichtigung verfügbarer Ressourcen darstellen.
Auf das Thema Projektmanagement umgelegt bedeutet dies, dass bei der Optimierung von Zeitaufwänden der Fokus auf den Engpass gelegt werden soll, weil ohne Erweiterung dieses Engpasses eine Beschleunigung anderer Abläufe keinen Gesamteffekt erzielen kann.
Engpässe in einem Projekt sind Ressourcen in Form von Maschinen und Prozessen sowie Mitarbeiter, die nur einen begrenzten Umfang an Tätigkeiten pro Zeit erbringen können.
Hinweis auf Engpässe liefert u.a. der Netzplan (vergleiche dazu Zeitplanung – Netzplantechnik), indem jene Vorgänge, die auf dem kritischen Pfad liegen, hinsichtlich ihres Optimierungspotentials untersucht werden, da die Summe dieser Vorgänge ja die minimale Projektlaufzeit bestimmt. Häufig sind dabei die kritische Kette und der kritische Weg identisch.
Weitere Indikatoren für Engpässe können aus der Meilenstein-Trendanalyse kommen (siehe Projektcontrolling). Dort ist erkennbar, ob ein geplanter Termin voraussichtlich oder tatsächlich verzögert wird. Ebenso ist erkennbar, ob andere Termine früher fertiggestellt werden als geplant und damit die Möglichkeit zur Verlagerung von Tätigkeiten besteht.
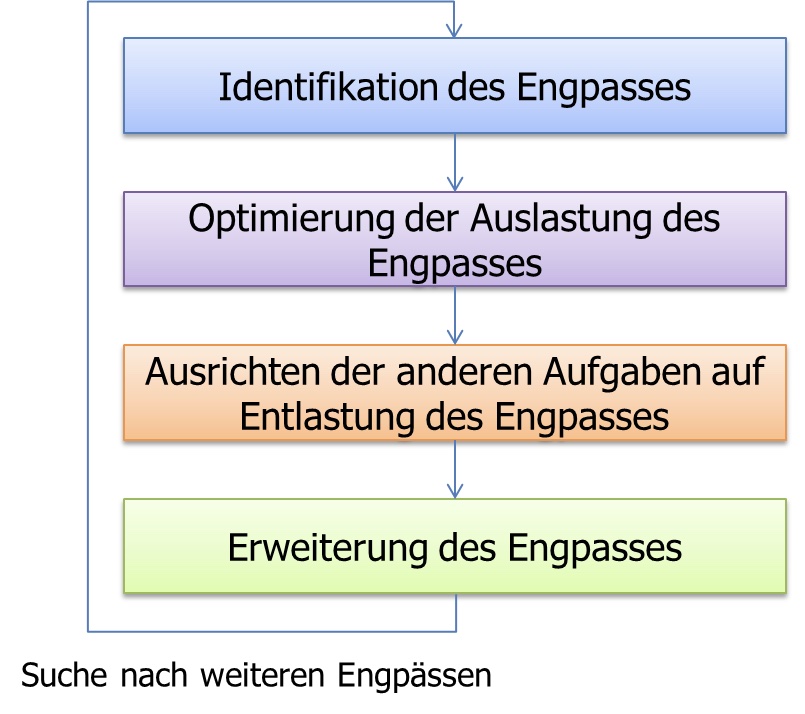
Wichtige Möglichkeiten, um Engpässe optimal auszulasten sind
- Die Zuweisung von Aufgaben an die Engpassressource, die nicht von einer anderen Ressource durchgeführt werden können
- Reduzierung von Multitasking
- Vermeidung von Wartezeiten für die Engpassressource
Mit der Zuweisung von Aufgaben, die nicht von anderen Ressourcen durchgeführt werden können, ist gleichzeitig die Entlastung der Engpassressource mit Tätigkeiten, die auch von anderen Ressourcen erledigt werden können, verbunden.
Was bedeutet Multitasking?
Multitasking erfordert eine gewisse Umschaltzeit beim Wechsel zwischen verschiedenen Tätigkeiten, die meist in den Aufwandsschätzungen nicht eingeplant ist. Durch die Reduktion verschiedenartiger Tätigkeiten und auch durch die Zuweisung bestimmter Aufgaben an die Engpassressource können diese unproduktiven Umschaltzeiten reduziert werden.
Multitasking bezieht sich dabei nicht nur auf unterschiedliche Tätigkeiten innerhalb eines Projekts. Gerade jene Projektteammitarbeiter, die oft „gleichzeitig“ in verschiedenen Projekten tätig sind, sind davon betroffen.
Die Engpassressource darf niemals untätig sein, weil hier Wartezeiten automatisch die gesamte Kette verzögern. Es ist daher dafür zu sorgen, dass die Engpassressource immer rechtzeitig mit den benötigten Materialien und Informationen versorgt wird.